数控铣端面打中心孔机床是一种双面同时运动完成轴件工件两端加工的专用机床,主要的工序是完成轴件定位基准的加工,包括两端面的端面加工(即控制工件总长),安博体育·(CHINA)官方网站(即两端面定位基准的控制包括中心孔同轴度和中心孔深度一致性)和夹持位置加工,主要是为轴件下道工序数控车床或者数控磨床提供标准工件,提高工件的一致性,以提高轴件批量生产中每道工序装夹时间和调整时间,提高加工效率和加工精度以及加工一致性,因此该种机床在轴件加工中有着不可替代的作用,也是轴件批量生产中常见的机床,但是数控铣端面打中心孔机床的功能还仅仅这些,我们可以根据他的特性拓展加工范围,比如在中心钻转轴上面添加高速u钻实现两端同时暴力钻深孔加工,在轴件盲孔加工和通孔加工中有着更高的效率,本文重点介绍数控铣端面打中心孔机床高速u钻应用。
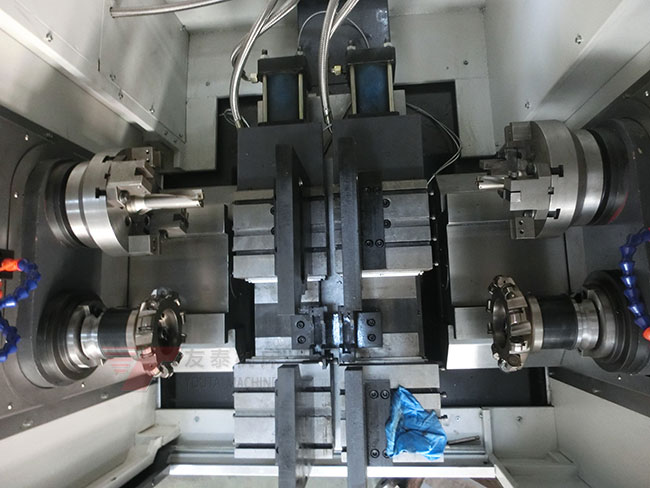
高速u钻在数控铣端面打中心孔机床优点:U钻优点是加工效率高,使用简单,成本相对较低。它的加工效率一般是麻花钻的2-3倍,可直接在工件上加工,无需中心钻打引导孔,且同时两端钻孔,特别适合空心轴以及通孔加工,由于其刀体前端装有可更换的刀片,降低了使用的成本。U钻相比普通麻花钻,刀刃不需要重磨,舍弃式刀片形式换刀方便;钻孔尺寸容易控制和统一;减少了换刀和对刀时间。因为不需要重磨,选择U钻刀杆时,可选择刚性佳的刀杆,这样能充分发挥U钻高性能的特性。刀具磨损后无需重磨直接更换刀片即可,使用可转位刀片比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
U钻的刚性好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,能达到D50~60mm,当然U钻由于装刀片的特性不可能做的太小,D10mm以下的U钻很少见。
高速U钻在数控铣端面打中心孔机床使用还需要注意以下方面:
(1)U钻使用时对机床的刚性、刀具与工件的对中性要求较高,因此U钻适合在大功率、高刚性、高转速的数控机床上使用。
(2)使用U钻时,中心刀片应选用韧性好的刀片,周边的刀片应选用比较锋利的刀片。
(3)加工不同材料时,应选用不同槽形的刀片,一般情况下,小进给、公差小、U钻长径比大时,选用切削力较小的槽形刀片,反之粗加工、公差大、U钻长径比小时则选切削力较大的槽形刀片。
(4)使用U钻时一定要考虑机床主轴功率、U钻装夹稳定性、切削液的压力和流量,同时控制好U钻的排屑效果,否则将在很大程度上影响孔的表面粗糙度和尺寸精度。
(5)装夹U钻时,一定要使U钻中心与工件中心重合,并垂直于工件表面。
(6)使用U钻时,要根据不同的零件材料,选择合适的切削参数。
(7)U钻试切削时,一定不要因小心害怕而随意减小进给量或降低转速,而使U钻刀片破损或U钻损坏。
(8)使用U钻加工时,刀片出现磨损或破损时,要仔细分析原因,更换韧性更好或更耐磨刀片。
(9)使用U钻加工阶梯孔时,一定要先从大孔开始加工,再加工小孔。
(10)U钻使用时注意切削液要有足够的压力,以便将切屑冲出。
(11)U钻上中心和边缘所使用的刀片是不同的,千万不可错用,否则将会损坏U钻刀杆。
(12)使用U钻钻孔时,可采用工件旋转、刀具旋转以及刀具和工件同时旋转的方式,但是当刀具以线性进给方式移动时,常用的方法是采用工件旋转方式。
由于数控铣端面打中心孔机床是一种高刚性加工机床,在高速u钻装备到该种机床后,山东友泰又做出一些根据u钻加工特点的改进,数控双端面u钻机床性能已经越来越稳定,效率高,钻速高,成为一款客户高度认可,可快速提高加工性能的机床。
由于数控铣端面打中心孔机床是一种高刚性加工机床,在高速u钻装备到该种机床后,山东友泰又做出一些根据u钻加工特点的改进,数控双端面u钻机床性能已经越来越稳定,效率高,钻速高,成为一款客户高度认可,可快速提高加工性能的机床。